

1. Характеристики на специални прецизни екструдиращи материали от алуминий и алуминиеви сплави
Този тип продукт има специална форма, тънка стена, леко тегло и много строги изисквания за толеранс. Такива продукти обикновено се наричат прецизни (или ултрапрецизни) профили (тръби) от алуминиеви сплави, а технологията за производство на такива продукти се нарича прецизна (или ултрапрецизна) екструзия.
Основните характеристики на специалните прецизни (или ултрапрецизни) екструдирания от алуминиеви сплави са:
(1) Има много разновидности, малки партиди, и повечето от тях са специално предназначени екструдирани материали, които се използват в почти всички сфери на живота и всички аспекти на живота на хората, включително всички екструдирани продукти, като тръби, пръти, профили и тел, включващи различни сплави и състояния. Поради малкото си напречно сечение, тънката дебелина на стената, лекото тегло и малките партиди, обикновено не е лесно да се организира производството.
(2) Сложни форми и специални контури, предимно оформени, плоски, широки, крилати, назъбени, порести профили или тръби. Повърхността на единица обем е голяма, а технологията на производство е трудна.
(3) Широко приложение, специални изисквания за производителност и функционалност. За да се отговорят на изискванията за употреба на продукта, са избрани много видове сплави, обхващащи почти всички серии от 1××× до 8××× и десетки видове обработка, с високо техническо съдържание.
(4) Изящен външен вид и тънка дебелина на стената, обикновено по-малка от 0,5 мм, някои дори достигат около 0,1 мм, теглото на метър е само от няколко грама до десетки грама, но дължината може да достигне няколко метра или дори стотици метри.
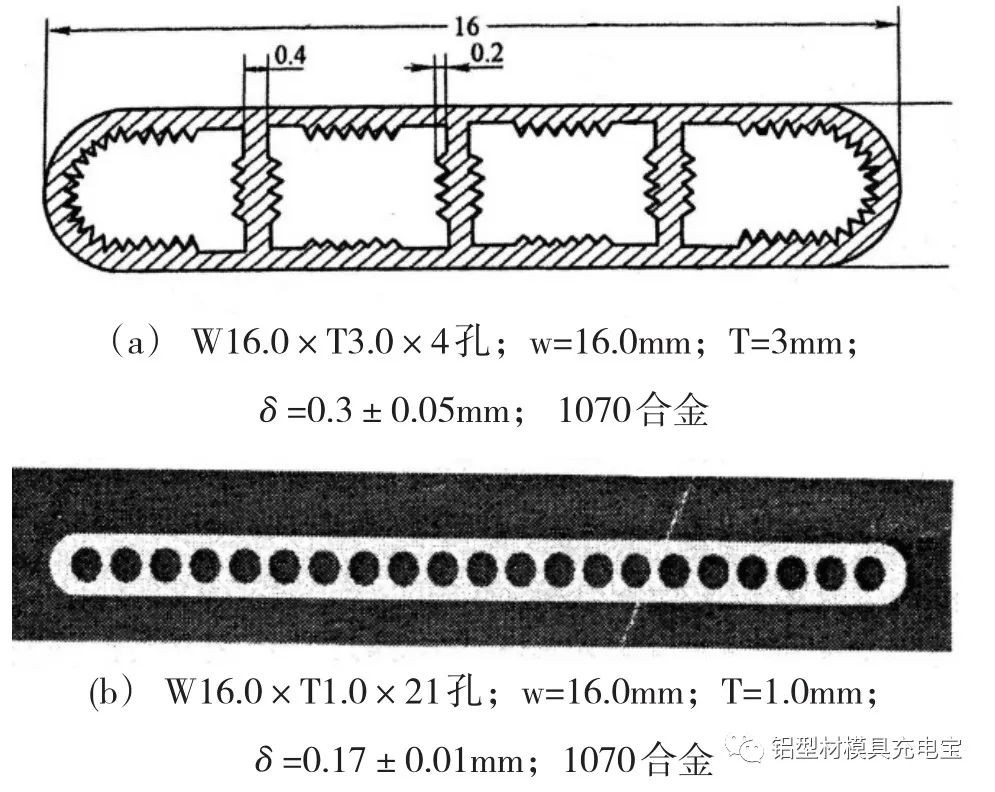
5) Изискванията за точност на размерите и геометричен толеранс на профила са много строги. Най-общо казано, допустимите отклонения на малките прецизни профили от алуминиеви сплави са повече от два пъти по-строги от допустимите отклонения за специални класове в стандартите JIS, GB и ASTM. Допускът за дебелина на стената на профилите от алуминиеви сплави с обща прецизност трябва да бъде между ±0,04 мм и 0,07 мм, докато допустимото отклонение на размера на профила на ултрапрецизните профили от алуминиеви сплави може да достигне ±0,01 мм. Например, теглото на прецизния алуминиев профил, използван за потенциометъра, е 30 г/м, а диапазонът на допустимо отклонение на размера на профила е ±0,07 мм. Допускът на размера на напречното сечение на прецизните алуминиеви профили за станове е ±0,04 мм, ъгловото отклонение е по-малко от 0,5°, а степента на огъване е 0,83×L. Друг пример е високопрецизната ултратънка плоска тръба за автомобили, с ширина 20 мм, височина 1,7 мм, дебелина на стената 0,17 ± 0,01 мм и 24 отвора, които са типични ултрапрецизни профили от алуминиева сплав.
(6) Има високо техническо съдържание и е много труден за производство, както и специални изисквания за екструдиращо оборудване, инструменти, заготовки и производствени процеси. Фигура 1 е пример за разрез на някои малки прецизни профили от алуминиева сплав.
2. Класификация на специални прецизни екструдиращи материали от алуминиеви сплави
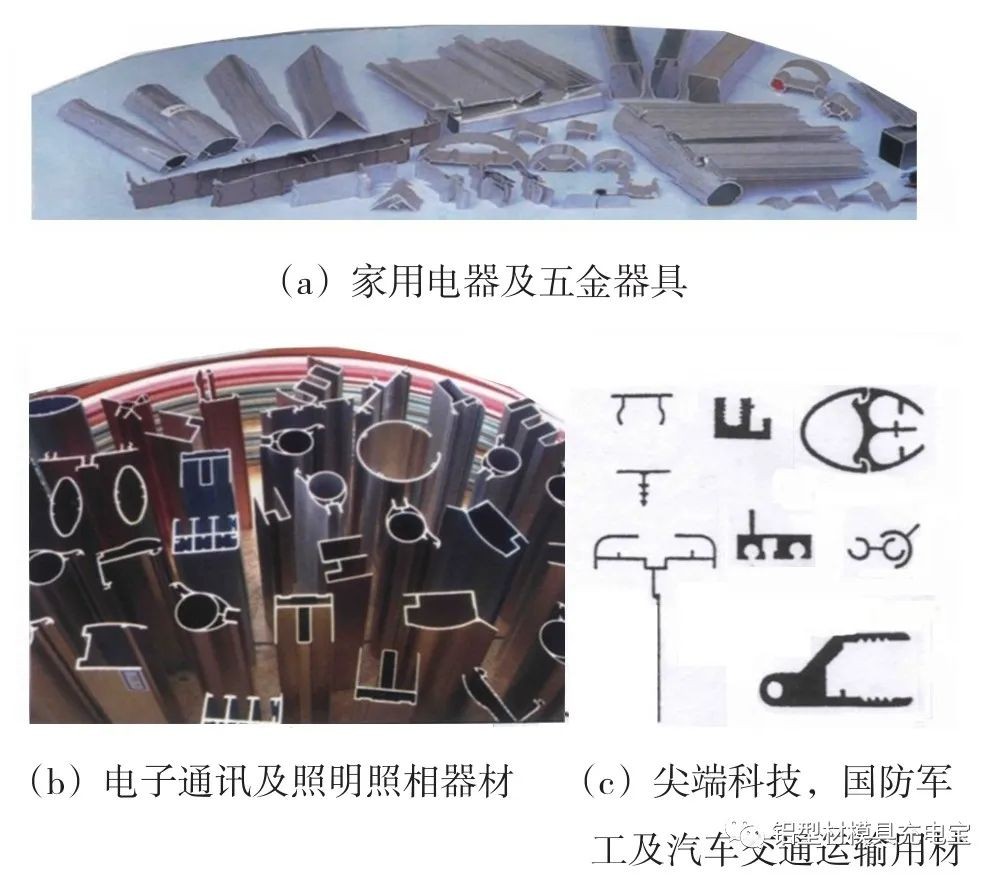
Прецизните или ултрапрецизни екструдирани алуминиеви сплави се използват широко в електронни инструменти, комуникационно оборудване и авангардна наука, национална отбранителна и военна промишленост, прецизни механични инструменти, оборудване за слаб ток, аерокосмическата и ядрената промишленост, енергетиката и мощността, подводниците и корабите, автомобилите и транспортните инструменти, медицинското оборудване, хардуерните инструменти, осветлението, фотографията и електронните уреди. Най-общо казано, прецизните или ултрапрецизни екструдирани алуминиеви сплави могат да бъдат разделени на две категории според техните външни характеристики: първата категория са профили с малки размери. Този тип профил се нарича още ултрамалък профил или мини-форма. Общият му размер обикновено е само няколко милиметра, минималната дебелина на стената е по-малка от 0,5 мм, а единичното тегло е от няколко грама до десетки грама на метър. Поради малкия им размер обикновено се изискват строги допуски за тях. Например, толерансът на размерите на напречното сечение е по-малък от ±0,05 мм. Освен това изискванията за праволинейност и усукване на екструдираните продукти също са много строги.
Другият вид са профили, които не са с много малък размер на напречното сечение, но изискват много строги размерни допуски, или профили, които имат сложна форма на напречното сечение и тънка дебелина на стената, въпреки че размерът на напречното сечение е голям. Фигура 2 показва специално оформена тръба (индустриален чист алуминий), екструдирана от японска компания на хоризонтална хидравлична преса 16,3 MN със специална разделителна матрица за кондензатор на автомобилен климатик. Трудността при екструдирането на този тип профил е не по-малка от тази на предишния тип ултрамалък профил. Екструдираните профили с голям размер на сечението и много строги изисквания за допуски изискват не само усъвършенствана технология за проектиране на матрици, но и строга технология за управление на целия производствен процес от заготовката до готовия продукт.
От началото на 80-те години на миналия век, благодарение на практическото приложение на технологията за непрекъснато екструдиране Conform и развитието на индустриалните технологии, екструдирането на малки и ултрамалки профили се развива бързо. Въпреки това, поради различни причини, като ограничения на оборудването, изисквания за качество на продукта и напредък в технологията за екструдиране, производството на малки профили на конвенционално екструдиращо оборудване все още представлява голяма част. Фигура 2 показва прецизните профили на екструдирането на конвенционални разделителни матрици. Животът на матрицата (особено здравината и износоустойчивостта на шунтовия мост и сърцевината на матрицата) и потокът на материала по време на екструдирането се превръщат в основните фактори, влияещи върху производството ѝ. Това е така, защото при екструдиране на профила размерът на сърцевината на матрицата е малък, а формата е сложна, а здравината и износоустойчивостта са важни фактори, влияещи върху живота на матрицата. Животът на матрицата пряко влияе върху производствените разходи. От друга страна, много прецизни профили имат тънки стени и сложни форми, а потокът на материалите по време на процеса на екструдиране пряко влияе върху формата и точността на размерите на профилите.
За да се предотврати навлизането на оксидния филм и маслото върху повърхността на заготовката в продукта и да се осигури равномерно и надеждно качество на продукта, заготовката, нагрята до зададената температура, може да се обели преди екструдиране (нарича се горещо обелване) и след това бързо да се постави в екструзионния барабан за екструдиране. В същото време, екструдираното уплътнение трябва да се поддържа чисто, за да се предотврати полепването на масло и замърсявания върху уплътнението по време на процеса на отстраняване на излишното налягане след едно екструдиране и монтирането на уплътнението при следващото екструдиране.
Според точността на размерите на сечението и толеранса за форма и положение, специално прецизните екструдирани алуминиеви сплави могат да бъдат разделени на профили от специално прецизни алуминиеви сплави и малки (миниатюрни) ултрависоко прецизни профили от алуминиеви сплави. Като цяло, тяхната точност надвишава националните стандарти (като GB, JIS, ASTM и др.). Ултрависоко прецизните профили се наричат специални прецизни алуминиеви сплави, например, толерансът на размерите е над ±0,1 мм, а толерансът на дебелината на стената на счупената повърхност е в рамките на ±0,05 мм ~ ±0,03 мм за профили и тръби.
Когато точността му е повече от два пъти по-висока от националния стандарт за свръхвисока прецизност, той се нарича малък (миниатюрен) профил от алуминиева сплав с ултрависока прецизност, като например допустимо отклонение на формата от ±0,09 мм, допустимо отклонение на дебелината на стената от ±0,03 мм до ±0,01 мм за малък (миниатюрен) профил или тръба.
3. Перспективи за развитие на специални прецизни екструдиращи материали от алуминий и алуминиеви сплави
През 2017 г. производството и продажбите на алуминиеви материали за обработка в света надхвърлиха 6000 kt/год., от които производството и продажбите на екструдирани алуминиеви и алуминиеви сплави надхвърлиха 25000 kt/год., което представлява повече от 40% от общото производство и продажби на алуминий. Алуминиевите екструдирани средни пръти представляват 90%, от които общите профили и пръти, както и малките и средните профили за гражданско строителство, представляват повече от 80% от прътите, големите и средните профили и специалните профили и пръти представляват само около 15%. Тръбите представляват около 8% от екструдирания алуминиев сплав, докато профилните тръби и специалните специални тръби представляват само около 20% от тръбите. От гореизложеното може да се види, че най-голямото производство и продажби на екструдирани алуминиеви и алуминиеви сплави и най-широко използвани са малките и средните профили, общите профили и пръти и тръби за гражданско строителство. Специалните профили, пръти и тръби представляват само около 15%, като основните характеристики на тези продукти са: със специални функции или производителност; предназначени за определена цел; С голям или малък размер на спецификацията; С изключително висока точност на размерите или изисквания за повърхността. Следователно, разнообразието е по-голямо, а партидата по-малка, необходимостта от увеличаване на специалните процеси или добавяне на специално оборудване и инструменти, производството е трудно и техническото съдържание е високо, производствените разходи се увеличават и добавената стойност се увеличава.
С напредъка на науката и технологиите и непрекъснатото подобряване на жизнения стандарт на хората, се поставят все по-високи изисквания за производството, качеството и разнообразието на екструдираните алуминиеви и алуминиеви сплави продукти, особено през последните години, появата на персонализиране на продуктите насърчи разработването на специални профили и тръби с персонализирани характеристики и специфични приложения.
Ултрапрецизните профили се използват широко в електронни инструменти, комуникации, пощенско и телекомуникационно оборудване, прецизни машини, прецизни инструменти, оборудване за слаб ток, аерокосмическата индустрия, ядрените подводници и кораби, автомобилната промишленост и други области на малки, тънкостенни, сечения с много прецизни части. Обикновено изискванията за толеранс са много строги, например, толерансът на размера на контура на сечението е по-малък от ±0,10 мм, а толерансът на дебелината на стената е по-малък от ±0,05 мм. Освен това, допустимите отклонения за плоскост, усукване и други форми и положение на екструдираните продукти също са много строги. Освен това, при процеса на екструдиране на специални малки ултрапрецизни профили от алуминиева сплав, оборудването, матрицата и процесът са много строги. Поради бързото развитие на съвременната индустрия, авангардните разработки в областта на националната отбрана, научните изследвания и други начинания, както и подобряването на степента на персонализация, броят, разнообразието и качеството на малките ултрапрецизни профили са все по-високи. Въпреки че през последните години са разработени и произведени много висококачествени малки ултрапрецизни профили от алуминиеви сплави, те все още не могат да отговорят на нуждите на пазара. По-специално, все още има голяма разлика между местните технологии и оборудване за производство на малки ултрапрецизни профили от алуминиеви сплави и международното напреднало ниво, което не може да отговори на търсенето на вътрешния и външния пазар и трябва да бъде наваксано.
4. Заключение
Специално прецизно екструдиране на алуминий и алуминиеви сплави (профили и тръби) е вид сложна форма, тънка стена, толеранс на размери и точност на формата и позицията са много високи. Високо техническо съдържание, трудно производство на висококачествени, фини материали, незаменими ключови материали за националната икономика и националната отбрана, много широк спектър от приложения и обещаващи перспективи за развитие. Производството на този продукт има специални изисквания към заготовките, инструменталната екипировка и екструдиращото оборудване, както и към процеса на екструдиране, и редица ключови технически проблеми трябва да бъдат решени, за да се получат отлични продукти на партиди.
Редактирано от Мей Джианг от MAT Aluminum
Време на публикуване: 07 април 2024 г.



